技術資料
自動化包裝線基本袋裝機的分類及工作原理
發布時間:2015-04-11 10:58
作者:宏基自動化科技
自動化包裝線基本袋裝機的分類及工作原理:
本文由宏基包裝自動化整理編撰,未經允許不得轉載
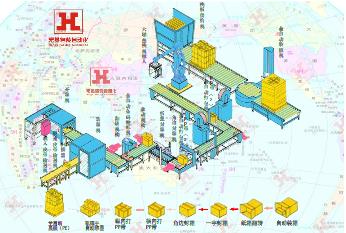
袋裝機在自動化包裝線中占據十分重要的地位,可以說是袋裝式產品自動化包裝流水線最基本的工作裝置,了解袋裝機的分類和工作原理有利于我們更好地運用自動化包裝線來達到更好地生產效益。
袋裝充填機械的主要構成部分有:包裝物料的供送裝置、制袋成型器、產品定量和充填裝置、封袋(縱封、橫封)與切斷裝置、成品輸送裝置等。這類袋裝機械技工藝路線走向可分為立式與臥式;按制袋、充填、況可分為直移型與回轉型;臥式直移型通常只有間歇運動的機型。
立式袋成型一充填一封口機
立式貸成型一無填一封口機是包裝機械中應用最廣泛,批量最大的機型之一。包裝物品的供料簡設置在制袋器內側,制袋與充填物料由上到下沿豎直方向進行。
其中又可分為以下幾種:
(1)枕形袋成型一充填一封口機不是立式、連續運動枕形袋象鼻形成型器成型一充填一封口機,可完成縱縫對接封合,充填封口及切斷工作。立式、間歇運動的翻領形成型器成型一充填一封口機,可完成制袋、縱封(搭接或對接)、無填、封口及切斷等工作。
(2)四邊封口袋成型一充填一封口機 四邊封口袋成型一充填一封口機,兩個卷筒薄膜經導輥進入加料管的兩側,縱封器將其對接成圓筒狀后充填物料,隨后橫封器將其橫向封口,切刀將料袋切斷成單個四邊封口袋產品。
四邊封口多功能包裝機多用于小分量的粉粒料的包裝,有單列和多列機型,隨著列數的增加,生產率可成倍增長。薄膜經導輥一缺口導板—導輥進入加料管的兩側,縱封器將其縱封成四個圓筒狀后充填物料,隨后橫封器將其橫向封口,在牽引輥的作用下料袋向下移動,切刀將料袋切斷成獨立的單個四邊封口袋產品。
(3)三邊封口袋成型—充填一封口機 三邊封口袋成型一充填 封口機,卷筒薄膜經多道導輥被引入象鼻形成型器,在成型器下端薄膜逐漸卷曲成圓筒,接著被縱封器進行加熱加壓封合,同時縱封滾輪還進行薄膜的拉送。被包裝物料經計量裝置定量后由加料斗與成型器內壁組成的充填筒導人袋內。橫封器將其橫向封口,縱封器的回轉軸線與橫封器回轉軸線成空間平行,封好的袋由切刀將料袋從橫封邊居中切斷分開,得到三邊封口袋。由于象鼻形成型器制袋時對薄膜的牽引力比翻領形成卷型器小,所以對薄膜強度的要求不高。
(4)屋頂形成型一充填一封口機 屋頂形成型一充填一封口機,該成型裝置較復雜,包括成型圓管簡裝置、成型方管筒裝置、袋底折合裝置等。
(5)無菌袋成型一充填一封口機 無菌軟包裝成型一充填一封口機,主要用來對無固體顆粒、低強度液體物料進行無菌包裝。
臥式袋成型一充填一封口機
臥式袋成型一充填一封口機是物料充填與袋子成型沿水平方向進行,可以包裝塊狀、梗技狀、顆粒狀等固體物料,如點心、方便面、面包、香腸、糖果等。其組成與立式袋成型一充填一封口機相比,由于包裝材料在成型制袋過程中充填管不伸人袋管簡中,袋口的運動方向與充填物流方向呈垂直狀態,袋之間是側邊相互連接,這些決定臥式包裝工藝過程、執行機構的結構均比立式機要復雜得多,需增加一些專門的工作裝置,如袋開口裝置。
袋開口裝置有多種形式,有采用隔板的,還有采用吸盤的。采用吸盤的在開袋工位將袋口吸開,并往袋內噴吹壓縮空氣,使袋口張開,由鉗手使包裝的袋口保持張開,以使充填物順利充填。
臥式袋成型一充填一封口機按其成型袋的結構形式可分為:四面封袋、膜成型一充填一封口機。按機器結構特征可分為直線式和回轉式兩大類。
三面封袋臥式多功能包裝機與四面封裳成型臥式多功能工作原理基本相同,只是少一次縱封,只需橫封兩邊和裳下底邊。
另外,袋裝型包裝機械還有許多種類型,隨著自動化生產流水線的需要,也會不斷地開發出新型的更加適合包裝流水線作業的袋裝機,在實際的自動化包裝線生產過程中,要選用適合的袋裝機,必須綜合考量,才不至于失了準則。
本文由宏基包裝自動化整理編撰,未經允許不得轉載
袋裝機在自動化包裝線中占據十分重要的地位,可以說是袋裝式產品自動化包裝流水線最基本的工作裝置,了解袋裝機的分類和工作原理有利于我們更好地運用自動化包裝線來達到更好地生產效益。
袋裝充填機械的主要構成部分有:包裝物料的供送裝置、制袋成型器、產品定量和充填裝置、封袋(縱封、橫封)與切斷裝置、成品輸送裝置等。這類袋裝機械技工藝路線走向可分為立式與臥式;按制袋、充填、況可分為直移型與回轉型;臥式直移型通常只有間歇運動的機型。
立式袋成型一充填一封口機
立式貸成型一無填一封口機是包裝機械中應用最廣泛,批量最大的機型之一。包裝物品的供料簡設置在制袋器內側,制袋與充填物料由上到下沿豎直方向進行。
其中又可分為以下幾種:
(1)枕形袋成型一充填一封口機不是立式、連續運動枕形袋象鼻形成型器成型一充填一封口機,可完成縱縫對接封合,充填封口及切斷工作。立式、間歇運動的翻領形成型器成型一充填一封口機,可完成制袋、縱封(搭接或對接)、無填、封口及切斷等工作。
(2)四邊封口袋成型一充填一封口機 四邊封口袋成型一充填一封口機,兩個卷筒薄膜經導輥進入加料管的兩側,縱封器將其對接成圓筒狀后充填物料,隨后橫封器將其橫向封口,切刀將料袋切斷成單個四邊封口袋產品。
四邊封口多功能包裝機多用于小分量的粉粒料的包裝,有單列和多列機型,隨著列數的增加,生產率可成倍增長。薄膜經導輥一缺口導板—導輥進入加料管的兩側,縱封器將其縱封成四個圓筒狀后充填物料,隨后橫封器將其橫向封口,在牽引輥的作用下料袋向下移動,切刀將料袋切斷成獨立的單個四邊封口袋產品。
(3)三邊封口袋成型—充填一封口機 三邊封口袋成型一充填 封口機,卷筒薄膜經多道導輥被引入象鼻形成型器,在成型器下端薄膜逐漸卷曲成圓筒,接著被縱封器進行加熱加壓封合,同時縱封滾輪還進行薄膜的拉送。被包裝物料經計量裝置定量后由加料斗與成型器內壁組成的充填筒導人袋內。橫封器將其橫向封口,縱封器的回轉軸線與橫封器回轉軸線成空間平行,封好的袋由切刀將料袋從橫封邊居中切斷分開,得到三邊封口袋。由于象鼻形成型器制袋時對薄膜的牽引力比翻領形成卷型器小,所以對薄膜強度的要求不高。
(4)屋頂形成型一充填一封口機 屋頂形成型一充填一封口機,該成型裝置較復雜,包括成型圓管簡裝置、成型方管筒裝置、袋底折合裝置等。
(5)無菌袋成型一充填一封口機 無菌軟包裝成型一充填一封口機,主要用來對無固體顆粒、低強度液體物料進行無菌包裝。
臥式袋成型一充填一封口機
臥式袋成型一充填一封口機是物料充填與袋子成型沿水平方向進行,可以包裝塊狀、梗技狀、顆粒狀等固體物料,如點心、方便面、面包、香腸、糖果等。其組成與立式袋成型一充填一封口機相比,由于包裝材料在成型制袋過程中充填管不伸人袋管簡中,袋口的運動方向與充填物流方向呈垂直狀態,袋之間是側邊相互連接,這些決定臥式包裝工藝過程、執行機構的結構均比立式機要復雜得多,需增加一些專門的工作裝置,如袋開口裝置。
袋開口裝置有多種形式,有采用隔板的,還有采用吸盤的。采用吸盤的在開袋工位將袋口吸開,并往袋內噴吹壓縮空氣,使袋口張開,由鉗手使包裝的袋口保持張開,以使充填物順利充填。
臥式袋成型一充填一封口機按其成型袋的結構形式可分為:四面封袋、膜成型一充填一封口機。按機器結構特征可分為直線式和回轉式兩大類。
三面封袋臥式多功能包裝機與四面封裳成型臥式多功能工作原理基本相同,只是少一次縱封,只需橫封兩邊和裳下底邊。
另外,袋裝型包裝機械還有許多種類型,隨著自動化生產流水線的需要,也會不斷地開發出新型的更加適合包裝流水線作業的袋裝機,在實際的自動化包裝線生產過程中,要選用適合的袋裝機,必須綜合考量,才不至于失了準則。
轉載原創文章請注明:文章轉載自:宏基自動化科技有限公司
- 上一篇: 自動化包裝線包裝機械的選型過程
- 下一篇:自動化包裝線中灌裝機的灌裝定量方法