技術資料
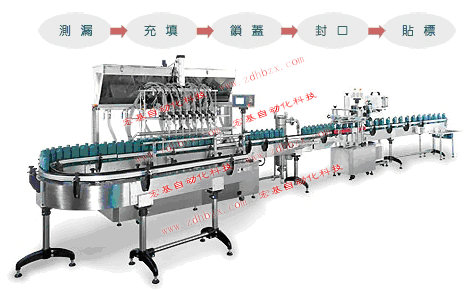
包裝流水線軸類零件的修理與裝配
發布時間:2015-05-27 14:17
作者:宏基自動化科技
本文由自動化包裝流水線設備生產廠家——宏基自動化科技整理編撰,未經允許不得隨意轉載
包裝流水線軸類零件的修理與裝配具體內容:
軸是包裝流水線機械設備維修工作中經常碰到的主要零件之一。軸損壞的現象主要呈現為獨領的磨損、彎曲、扭轉變形,鎊槽損壞和軸的斷裂。制作軸類的材料大多數是低、中破鋼、合金鋼。軸的設計尺寸、形狀選擇、表面粗腿度、裝配的配合性質、配合質量等,對軸的強度及使用壽命都有一定影響。
一、重新配制時需要考慮的因素
1.軸的形狀及結構對其強度的影響
軸的形狀對軸的影響很大,軸上的孔和槽對軸的強度的影響更為顯著,同樣的尺寸,由于腳鋼結構不同,期朗即壽朗糊圖紙,尤其是在交變載荷和沖胡鬧昧其影響更為突出。所以,一膠要求軸應具有盡量小的變徑斷面,盡量少開孔和槽。
2.表面狀態對軸疲勞強度的影響軸的表面粗糙度對軸的疲勞強度影響也較大,若以表面拋光的軸的疲勞強度作為100%為基礎,則其他類表面的軸的疲勞強度分別約為 極粗加工表面 65%一85% 粗略表面 40%一60% 銹蝕表面 45%一55% 熱處理時表面脫碳 30%一50%
3.軸上安裝各種零件對強度的影響 在軸上安裝各種靜配合的零件(過渡配合的聯軸器、齒輪、帶輪),如錯誤地采用較大的過盈量會降低配合處軸的強度。因為這樣的配合會使軸產生的應力集中,使其疲勞強度降低1/3—2/3左右(即使過盈量合適,也會有所影響)。所以過盈配合的過盈量一定要選擇適當,并且在軸的結構上也采取相應措施。
為了便于裝配,軸的端豁及配合的起點應做出一定的倒角。為防止應力集中,軸的變徑處及包容件的端部也需要做成圓角或倒角。
二、軸類零件的拆卸方法
軸與包容件之間的裝配,根據不同的工作要求,有著不同的配合性質;拆卸時,應根據其配合性質,采用不同的拆卸方法和工具。
(1)配合過盈不大的軸類零件,一般可用錘擊的方法、或用退卸器、壓力機、千斤頂等工具拆卸。用錘擊時應在軸頭處墊以銅棒、鉛塊或硬質木塊,切勿直接擊打軸頭,以免軸頭變形損壞。
(2)對一些不旋轉的心軸,軸端有軸向螺紋孔供拆卸用。拆卸時先松開定位螺栓或擋板,再旋入一螺栓,通過螺栓將軸拉出來。
(3)對于過盈較大的配合件,拆卸前需要在軸的包容零件上加熱。加熱時可分情況采用澆熱油或用噴燈等方法。齒輪的加熱可用煤或木材(盡量少用焦炭)。在加熱過程中,為使包容件受熱均勻,中間需將零件翻轉幾次,并注意不要使軸也同時受熱而隨之膨脹(—般可將軸的兩端部包以濕布,并不斷澆涼水)。通常包容零件的加熱溫度不應超過7℃。否則會使零件過分氧化、退火,如不再進行熱處理,可能會降低零件的強度和壽命。
在沒有儀器的條件下,可依靠經驗觀察被加熱件表面的顏色或用簡易方法測試。經驗表明,當零件上的機油開始冒煙、溫度約為140℃左右;或用低熔點有色金屬條(直徑1—2咖)直接接觸被加熱零件的表面來判斷溫度的高低。
三、軸拆卸后的檢查和修復 軸的磨損主要是在軸頸磨損后的表面擦傷,圓度和圓柱度的變化等情況。這些缺陷用一般的量具(游標卡尺、干分尺、干分表等)檢查都能達到要求的檢查精度。
(一)磨損的檢查
1.靶頸圓度的檢查 圓度:在圓柱的同—截面內最大直徑與最小直徑之差。軸頸固度的準確檢查,應該在車床或專用托架上用干分表檢查(也可用游標卡尺手工檢查),與手工檢查一樣,同樣需要在每—測量段上測量3處(兩處在距軸頸端30M處,另一處在中間測量)o如果將軸頸旋轉一周,干分表的指針讀數增大或減少兩次,而且正負讀數值大致相等,說明軸頸在該斷面處磨損呈橢圓形。并可根據讀數差求得其圓度。
2.軸頸圓柱度的檢查
圓柱度的檢查,可參照檢查圓度的方法進行,只是檢查處不是在軸頸的同一截面處,而是在相距一定軸向長度(一脅目距50—120M)內,至少應在軸頸的根部、中部和端部測量軸頸的磨損情況。 軸頸的圓柱度不應超過其圓度公差,而配合處的圓柱度應在配合尺寸公差范圍內。
3.軸頸磨損的修復
軸頸上具有不大的磨痕和擦傷ut.可用細挫和砂布消除。 沒有一定配合尺寸精度要求的軸頸、直徑小于250M以下的軸頸磨損后圓柱度在o.1一以下時,可用手工適當修復,一般最大不應超過o.2M。對重要鈾的軸頸有較大磨損時,應上機床進行外因車削修整,其削減量不應超過原直徑5%,表面粗糙度不大于只a=o.8以保證其強度不降低。磨損如在配合處,應重新考慮配合方式和性質,必要時可采用刷銨、電鍍或噴涂工藝修復;在強度許可條件下,也可采用鑲套處理。
轉載原創文章請注明:文章轉載自:宏基自動化科技有限公司